通过认证
通过认证
“钎焊粉”参数说明
| 重量: | 500g |
“钎焊粉”详细介绍
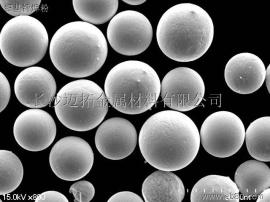
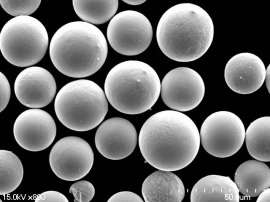
102银焊粉在650-850℃范围内配合银焊料钎焊铜及铜合金、钢和不锈钢,能够有效的保护焊材不被氧化,促进钎料的流动。本品粉末细,漫流性好,是理想的银焊剂。
使用范围:配合银基钎料钎焊铜及铜合金、不锈钢、硬质合金、金刚石聚晶片等多种材料,可用于炉中钎焊、火焰钎焊、高频钎焊。
物理状态:白色粉末状。颗粒度≤150μm,密度1.3-1.4
焊前准备:为了取得最佳钎焊效果,钎焊接头接触表面要采用机械或化学方法清理,确保氧化物或有机物彻底清除,接头端面不可过于粗糙,不得粘附金属颗粒和其他污物,不锈钢表面不得用金属丝刷子擦刷。
焊接操作:将银焊粉用纯净水调成糊状后涂于工件焊口处,或先将钎料加热后粘着焊粉使用,焊缝间隙不得过大。一般在0.01-0.05mm.火焰钎焊时。通常宜用中性焰,操作时应尽量避免火焰直接加热钎料和钎剂。
焊后处理:焊后残渣可用热水或用10%柠檬酸浸泡。使用银焊粉FBl06s或FB308S时若工件表面外观要求不高可免清洗。
使用范围:配合银基钎料钎焊铜及铜合金、不锈钢、硬质合金、金刚石聚晶片等多种材料,可用于炉中钎焊、火焰钎焊、高频钎焊。
物理状态:白色粉末状。颗粒度≤150μm,密度1.3-1.4
焊前准备:为了取得最佳钎焊效果,钎焊接头接触表面要采用机械或化学方法清理,确保氧化物或有机物彻底清除,接头端面不可过于粗糙,不得粘附金属颗粒和其他污物,不锈钢表面不得用金属丝刷子擦刷。
焊接操作:将银焊粉用纯净水调成糊状后涂于工件焊口处,或先将钎料加热后粘着焊粉使用,焊缝间隙不得过大。一般在0.01-0.05mm.火焰钎焊时。通常宜用中性焰,操作时应尽量避免火焰直接加热钎料和钎剂。
焊后处理:焊后残渣可用热水或用10%柠檬酸浸泡。使用银焊粉FBl06s或FB308S时若工件表面外观要求不高可免清洗。